
CASE STUDY
Industry: Power Generation
Conhagen was brought in to resolve the steam turbine’s erratic performance. The client’s initial concerns centered on valve rack operations, but after reviewing the data, it was obvious that the issues extended beyond the valve rack.


Solution
Request and analyze data, followed by developing a plan of execution that focuses on correcting suspected issues and performing inspections that will identify any other significant issues with the steam turbine.
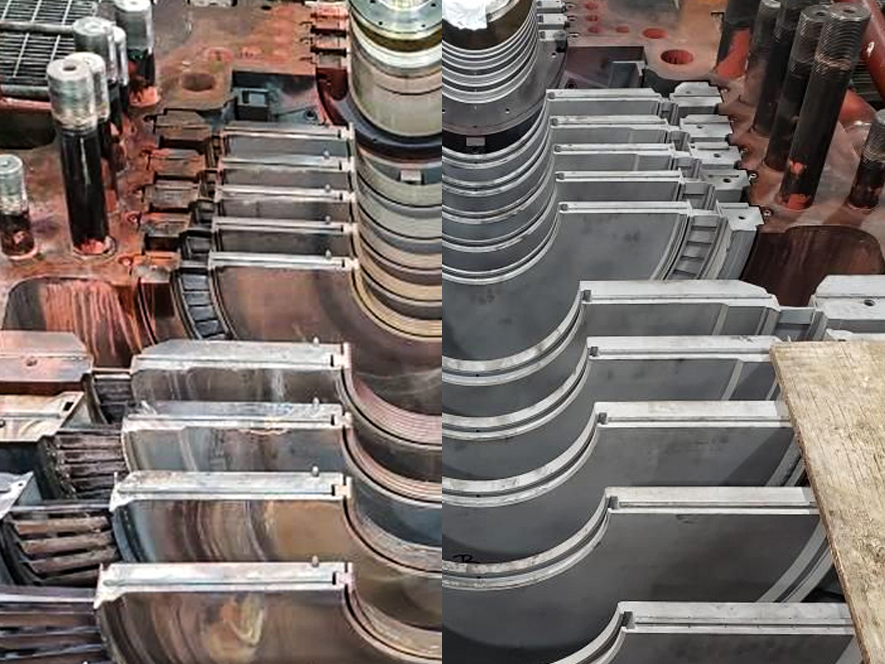
Upon removal of the valve rack, it was found to be obviously skewed. While the valve rack was being repaired, further investigation revealed that the U/H retainer blocks mechanically failed, and the last stage packing gland was found to be severely rubbed. This rub was a result of the L/H packing retainer hardware failing. The seal was nearly gone, the springs were not detectable, and the gland seal nor the box was reusable. The packing and gland box required reverse engineering and replacement as the plant did not carry spares for these items.
Our findings clearly indicated that a major inspection was warranted. The L/H diaphragms were removed from the unit, and the rotor, U/H case with diaphragms, and valve rack were all shipped to the Conhagen CA shop for inspections and repairs. The rotors and diaphragms were blast-cleaned and inspected. No significant issues were found beyond some areas of minor damage. The inlet side wheel transition radii of stg #7 & #8 were found to have erosion/undercutting. Conhagen smoothed and machined the radii removing the sharp edges/corners. Standard strap polishing of the remainder of the shaft areas was completed during this process.
- The reverse engineering of the valve parts was completed. Production of 2 bushings, 2 stems, 2 valve seats, and a lift block were precision CNC machined, and nitride coated for the repair of the valve rack. These parts were then overnighted to the Conhagen CA shop for the final assembly of the valve rack.
- The LP gland seals and packing retainers required reverse engineering and were manufactured on an emergency basis. Multiple rows of packing seals were replaced, and a new retainer was designed and produced in less than 10 days. During the investigation of these failures, it was determined the diaphragm and packing retainer hardware were not adequate for this machine. All of these retainers & alignment blocks were re-designed and manufactured new.
- All components were given rigorous inspections and shipped for final assembly. Conhagen field services and engineering performed component assembly and traditional turbine assembly checks. After the final spin test of the assembled machine and the closing of the LP bearing housing and coupling guard, the new GOV block lift stems were drilled and locked to their final positions. Finally, the actuator was function-checked in preparation for start-up. Multiple iterations of high velocity oil cleaning and screen checks were performed during the final assembly.
The Conhagen team supported the commissioning and startup. The machine was brought to full speed, and all temperatures and vibrations were within acceptable limits.
Conhagen also provided a list of recommendations for future outages.
Results
The Conhagen team was able to troubleshoot, inspect, reverse engineer, re-design components, and complete all of the repairs in approximately one month, bringing the client back online quickly to meet schedule and local power demands.